Karbon Fiber Ana Kuşakları Nedir?
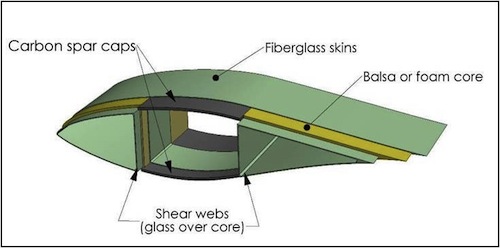
Ana kuşak, rüzgar kanadının kesitinin üst ve alt kısmında yer alan uzun, dar profillerdir.
Tipik olarak karbon fiber kompozit malzemeden yapılmış ve kanadın içine gömülüdürler.
Rüzgar Türbin Kanatlarında Kullanımı
Yük Taşıyıcı: Ana kuşakların birincil işlevi, kanatların maruz kaldığı yükleri (hem yerçekimi hem de rüzgar kaynaklı) taşımaktır. Kanadın aşırı koşullar altında bile şeklini ve yapısal bütünlüğünü korumasını sağlarlar.
Yüksek Performans: Karbon fiberin yüksek rijitlik-ağırlık oranı, ağırlıkta orantılı bir artış olmadan daha uzun, daha ince kanat tasarımlarına olanak tanır. Bu da, daha fazla rüzgar enerjisi yakalayabilen daha verimli türbinlere imkan verir.

Dayanıklılık ve Uzun Ömürlülük: Karbon fiber yorulmaya ve korozyona karşı dayanıklıdır, bu da zorlu hava koşullarında bile rüzgar kanatlarının ömrünü uzatmaya yardımcı olur.
Karbon Fiber Ana Kuşaklarının Avantajları
Artan Verimlilik: Karbon fiber ana kuşaklı kanatlar, cam elyafı gibi geleneksel malzemelerden daha uzun yapılabilir, bu da rüzgar türbinlerinin verimliliğini ve enerji çıkışını artırır.
Ağırlık Azaltma: Karbon fiber, karşılaştırılabilir mukavemete sahip diğer birçok malzemeden daha hafiftir, bu da dişli kutusu ve rulmanlar gibi türbin bileşenleri üzerinde daha az baskı oluşturan daha hafif kanatlara imkan verir.

Yüksek Mukavemet ve Rijitlik: Karbon fiber, özellikle büyük türbinler için kanat şeklini ve performansını korumak için çok önemli olan yüksek mukavemeti ve rijitliği sağlar.
Tasarım Esnekliği: Karbon fiber kullanımı, rüzgar türbini teknolojisinin gelişen ihtiyaçlarına uyum sağlayarak daha yenilikçi ve etkili kanat tasarımlarına olanak tanır.
Maliyet: Karbon fiber malzemeler genellikle cam elyaf gibi diğer alternatiflere göre daha pahalıdır. Karbon fiber içeren rüzgar kanatları için ilk yatırım daha yüksektir.
Üretim Zorlukları: Karbon fiber ana kuşaklarının üretilmesi ve kanatlara yerleştirilmesi hassas ve kontrollü üretim süreçleri gerektirir.
Onarım ve Geri Dönüşüm: Karbon fiber kompozit bileşenlerin onarımı, geleneksel malzemelere göre daha zor ve maliyetli olabilir. Ayrıca, karbon fiber kompozitlerin geri dönüşümü daha zorludur.
Dikkate Alınması Gereken Hususlar
Maliyet: Karbon fiber malzemeler genellikle cam elyaf gibi diğer alternatiflere göre daha pahalıdır. Karbon fiber içeren rüzgar kanatları için ilk yatırım daha yüksektir.
Üretim Zorlukları: Karbon fiber ana kuşaklarının üretilmesi ve kanatlara yerleştirilmesi hassas ve kontrollü üretim süreçleri gerektirir.
Onarım ve Geri Dönüşüm: Karbon fiber kompozit bileşenlerin onarımı, geleneksel malzemelere göre daha zor ve maliyetli olabilir. Ayrıca, karbon fiber kompozitlerin geri dönüşümü daha zorludur.
Karbon Fiber Ana Kuşak Çeşitleri
1. İnfüzyonla Üretilmiş Ana Kuşaklar:
Bunlar, kuru karbon fiber malzemelerin kalıba yerleştirildiği ve vakum basıncı altında reçine ile infüze edildiği infüzyon teknikleri kullanılarak yapılır.
İnfüzyon uygun maliyetli ve büyük yapılar için uygun olabilir, ancak reçine akışının kalitesini ve tutarlılığını kontrol etmek zor olabilir.
2. Prepreg Ana Kuşaklar:
Reçine matrisinin kontrollü bir fabrika ortamında karbon elyaflara önceden emprenye edilmesi ile üretilen “prepreg”ler ile üretilirler.
Yüksek mukavemet ve rijitlik ile mükemmel kalite ve homojenlik sunar. Üretim süreci daha temiz ve daha kontrollüdür, ancak malzeme maliyetleri ve gerekli kürleme işlemleri daha pahalı olabilir.
3. Pultruzyonla Üretilmiş Ana Kuşaklar:
Karbon elyafların bir reçine banyosundan çekildiği ve ardından sertleşmek için ısıtılmış bir kalıptan geçirildiği pultruzyon işlemiyle oluşturulur.
Pultruzyonla üretilmiş ana kuşaklar sonsuz uzunlukta sürekli bir profildir ve çeşitli uzunluklarda yapılabilir. Stabil bir kalitede ve verimli şekilde üretilebilir. Ancak genellikle daha basit kesit şekilleriyle sınırlıdırlar.

Seçim için Dikkate Alınması Gerekenler
Her bir ana kuşak tipinin kendine has avantajları ve dezavantajları vardır. Seçim, performans gereksinimleri, maliyet, üretim kabiliyetleri ve rüzgar türbini kanadının özel tasarımı gibi faktörlerin karmaşık bir etkileşimine bağlıdır. Teknoloji ilerledikçe, rüzgar türbini verimliliği ve güvenilirliğinde mümkün olanın sınırlarını zorlayan yeni yöntemler ve malzemeler ortaya çıkmaya devam etmektedir.
Günümüzde pultruzyonla üretilen ana kuşak profiller trend teknolojidir. Bu tip ana kuşağı daha yakından inceleyelim:
Pultruzyonla Üretilen Ana Kuşakların Avantajları
Verimli ve Sürekli: Pultruzyon son derece verimlidir ve sürekli şekilde ve sonsuz uzunlukta profil üretebilir.
Yüksek Mukavemet ve Tutarlılık: Proses, elyafların hizalanması nedeniyle yüksek mukavemet ve rijitliğe sahip, kalite açısından stabil ürünler verir.
Uygun Maliyetli: Bir kez kurulduktan sonra, pultruzyon, özellikle standart profillerin seri üretimi için nispeten düşük maliyetlidir.
Dikkate Alınması Gereken Hususlar
Sınırlı Şekiller: Kesit şekli uzunluk boyunca sabittir ve karmaşık şekillerin elde edilmesi zor veya imkansız olabilir.
Kurulum Maliyeti: Kalıplar ve özel sarıcı ekipmanı dahil olmak üzere ilk kurulum maliyetli ve zaman alıcı olabilir.
Pultruzyonla üretilmiş ana kuşaklar için niş ama kritik bir konuya daha yakından bakalım: Pultruzyon ile üretilen profilin bobin halinde sarma işlemi.
Pultrude Karbon Fiber Ana Kuşak Profilini Sarmanın Zorlukları
Pultrude karbon fiber ana kuşağın sarılması, pultrude malzemenin doğal sertliği ve rijitliği nedeniyle zordur. Doğal olarak, esnek malzemelerin aksine, pultrude karbon fiber kompozitler şeklini korumak ve bükülmeye direnmek üzere tasarlanmıştır. Ancak, nakliye veya diğer pratik nedenlerle bunları sararak bobin haline getirmeniz gerekir. Süreç genel olarak şu şekilde işler:

1. Malzeme Sınırlarının Tespiti
Esneklik: Ana kuşağın esnekliğini belirleyin. Malzemeye zarar vermeden sarma kabiliyeti, ana kuşağın kalınlığına, genişliğine ve özel yapısına bağlıdır. Daha ince veya daha dar ana kuşaklar hassas şekilde sarılmaya daha elverişli olabilir.
Stres Analizi: Mikro çatlaklara veya elyaf kırılmasına neden olmadan malzemenin kaldırabileceği maksimum gerilimi anlamak için bir gerilim analizi yapın.
2. Kademeli Eğilme
Yavaş Proses: Ana kuşak bir miktar bükülmeye izin veriyorsa, bu işlem, yavaş ve kademeli olarak yapılmalıdır. Hızlı veya keskin bükme çatlaklara veya başka hasarlara neden olabilir.
Eşit Dağılım: Hasara yol açabilecek gerilim yoğunlaşmalarını önlemek için ana kuşağın uzunluğu boyunca kuvveti eşit olarak uygulayın.
3. Stres için Takip
Gözlem: Profili, aşırı strese işaret eden (bazı reçinelerde olan) beyazlaşma gibi sıkıntı belirtilerine karşı sürekli olarak izleyin.
Test: Sarma işleminden sonra, ana kuşak profilini herhangi bir hasar belirtisi açısından inceleyin. İç çatlakları veya delaminasyonu kontrol etmek için tahribatsız test yöntemleri kullanılabilir.
4. Çevresel Hususlar
Sıcaklık: Profil sarma işlemini uygun bir sıcaklıkta gerçekleştirin. Bazı malzemeler daha yüksek sıcaklıklarda daha esnek ve çatlamaya daha az eğilimli hale gelebilir.
Nem oranı: Malzemenin özelliklerini etkileyen koşullardan kaçınmak için ortamı kontrol edin.
5. Taşıma ve Depolama
Güvenlik: Bir kez sarıldıktan sonra, beklenmedik bir şekilde açılmasını önlemek için ana kuşak profili güvenli bir şekilde sabitlenmelidir.
Koruma: Zaman içinde hasara neden olabilecek çevresel faktörlerden koruyun.
6. Sarılmış Profil Bobini Açma
Kontrollu Açma: Ana kuşağı çözme zamanı geldiğinde, malzemeye zarar verebilecek ani bir gerilim salınımını önlemek için bu işlemi, dikkatli ve yavaş bir şekilde yapın.
Sarma ve açma işlemleri dikkatli bir planlama, uygun ekipman ve malzemenin özelliklerinin ve sınırlamalarının derinlemesine anlaşılmasını gerektirir.
Sektörün ihtiyaçlarını karşılamak ve teknik zorlukları yönetmek için BTU-TECH, aynı zamanda açıcı olarak da çalışabilen yenilikçi bir “Pultruzyon Profil Sarıcı” geliştirdi.
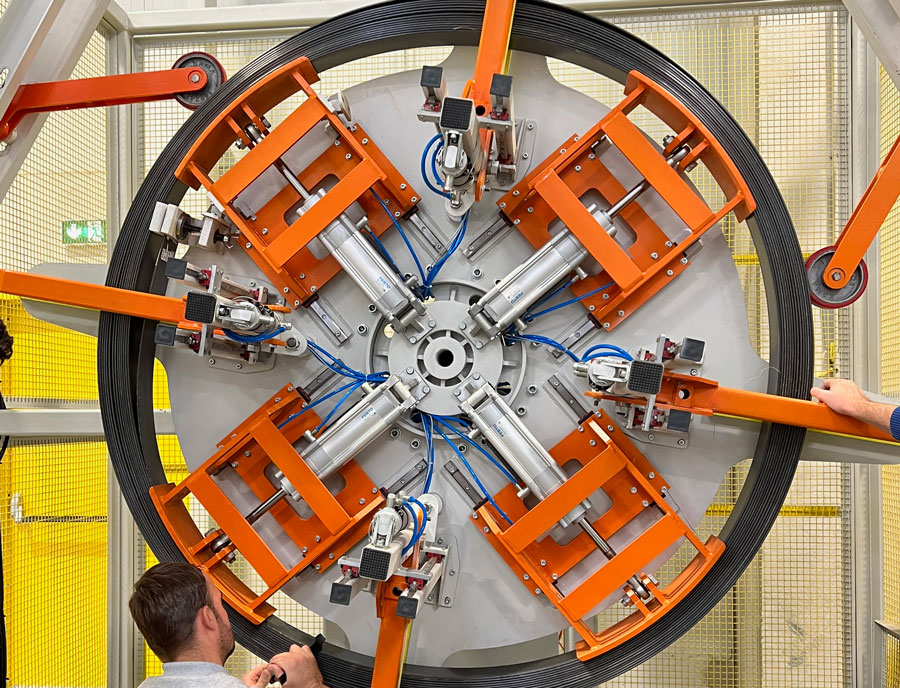
Pultruzyon Sarıcının iç çapı, elektronik olarak programlanabilir. Dört pnömatik destek kolu, bobini her zaman yandan desteklemek için 90 derecede eşit aralıklarla yerleştirilmiştir. İç çap, elektronik olarak ölçülür ve görüntülenir.
Güç veya hava kaybı durumunda, mekanik bir fren bobinin genişlememesi veya daralmaması için iç çapı sabitleyerek bobini yerinde tutar. Sarım işleminden sonra core mekanizma, bobini kolayca serbest bırakmak için büzülür. Profilin genişliği mekanik olarak ayarlanabilir. Elektronik olarak programlanabilen gergi çarkları, bobinin çalışma sırasında genişlememesini sağlar.
Metraj ölçen bir enkoder teker, toplam bobin uzunluğunu ve hızını hesaplar.
Bir düğmeye dokunarak, sarıcı bir açıcı haline gelebilir ve tork veya hız modunda çalışabilir.
Bir servo motor, sarıcı/açıcı döndürme işlemi için gerekli gücü üretir. Motor torku veya hızı, dokunmatik ekrandan ayarlanabilir. Arayüz ekran, operatörün sarıcıyı bir tablet veya akıllı telefondan uzaktan (kablosuz) kontrol etmesini sağlar. Ekrandan hem manuel hem de tam otomatik çalışma yapmak mümkündür.
Detaylı ürün bilgisi ve broşür için “BTU-TECH Pultrusion Coiler” web sayfasını ziyaret ediniz.